-
Our Location Mumbai, 400004
-
Send Us Mail sales@torrentalloys.com
-
Call Us +91 9920 663 346
Our Location Mumbai, 400004
Send Us Mail sales@torrentalloys.com
Call Us +91 9920 663 346
ASME/ANSI B16.9, ASME B16.28, MSS-SP-43.
2 inch (50 mm) to 24 inches (600 mm).
Seamless, Welded, & ERW.
Schedule 5S, 10S, 20S, S10, S20, S30, STD, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS.
Standard Bends, Multi-Radius Bends, Tight Radius Bends, Segmented Bends, Swept Bends.
Stainless Steel, Carbon Steel, Alloy Steel, Super Duplex, Duplex Steel, High Nickel Alloys, Copper Nickel.
A hot induction bend is a type of pipe bending process that uses electromagnetic induction to heat a section of the pipe to a high temperature, making it pliable enough to be bent into a desired shape. This technique allows for precise control over the bending process, resulting in smooth, consistent bends with minimal deformation or thinning of the pipe walls.
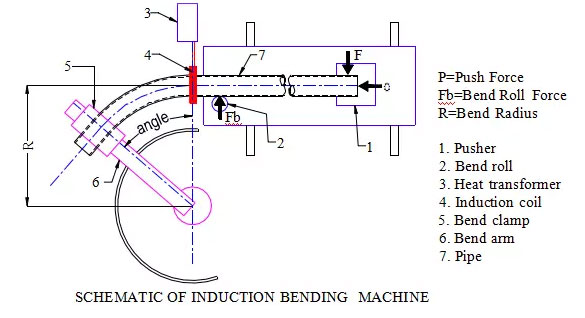
Hot induction bending is a precise method used for shaping pipes, involving the placement of the pipe in an induction bending machine. The section to be bent is positioned within an induction coil, which generates an alternating magnetic field. This field induces electric currents on the pipe's surface, causing it to heat up to a temperature typically ranging between 850°C and 1000°C (1562°F to 1832°F), depending on the material. Once the pipe reaches this high temperature, it becomes malleable, allowing the machine to apply pressure and bend the heated section to the desired angle and radius. This process offers the flexibility to create bends of various angles and radii, customized to meet specific project requirements.
After bending, the pipe is rapidly cooled using either air or water, depending on the material and the desired properties of the final bend. This quick cooling process helps set the bend and maintain the pipe's structural integrity. The final product may then undergo additional finishing processes, such as trimming, beveling, or inspection, to ensure it meets all required specifications. Hot induction bending is commonly used in industries such as oil and gas, power generation, and construction, where precision and durability are critical.
Hot induction bending offers several key advantages, making it a preferred method for shaping metal pipes and tubes. Its primary benefit is high precision, enabling exact control over bend angles and radii, which is crucial in applications with tight tolerances. The process minimizes deformation or thinning of the pipe walls, maintaining structural integrity and mechanical properties. Additionally, hot induction bending can accommodate a wide range of pipe sizes and thicknesses, offering flexibility for various industrial applications. The quick heating and bending process, followed by rapid cooling, ensures consistent results and reduces production time. This efficient and reliable method produces high-quality bends suitable for demanding environments like oil and gas, power generation, and construction.
Standard Induction Bending: The most common form, where pipes are bent to specified angles and radii using induction heating and a bending machine. It is suitable for a wide range of pipe sizes and materials.
Hot Induction Bending with Backing Mandrel: Involves the use of a mandrel inside the pipe during the bending process to prevent deformation and ensure smooth internal surfaces. This technique is particularly useful for maintaining the roundness and integrity of thin-walled pipes.
Induction Elbow Bending: Specifically designed to create elbow-shaped bends in pipes. These are commonly used in piping systems where directional changes are needed.
Induction Bending for Tight Radius Bends: Focuses on creating bends with a smaller radius, often required in compact spaces or specific design applications. This type may involve more precise control of the heating and bending process.
Multi-Radius Induction Bending: Allows for the creation of bends with multiple radii along the same pipe. This is useful in complex piping systems where varying bend angles are required.
Thick-Walled Pipe Induction Bending: Specially designed for thick-walled pipes, ensuring uniform heating and bending to prevent cracking or other issues associated with thicker materials.
Customized Induction Bending: Tailored to specific project requirements, including custom angles, radii, and pipe sizes. This type offers flexibility in design and application.






| Pipe Nominal Diameter | Outside Diameter (OD) | Wall Thickness (WT) | Bend Radius (R) | Bend Angle | Push Force (P) | Bend Roll Force (Fb) |
|---|---|---|---|---|---|---|
| DN 50 (2") | 60.3 mm | 3.91 mm | 1.5D, 3D, 5D | 45°, 90° | 500 - 1000 N | 300 - 700 N |
| DN 65 (2.5") | 73.0 mm | 5.16 mm | 1.5D, 3D, 5D | 45°, 90° | 700 - 1400 N | 400 - 900 N |
| DN 80 (3") | 88.9 mm | 5.49 mm | 1.5D, 3D, 5D | 45°, 90° | 1000 - 2000 N | 500 - 1100 N |
| DN 100 (4") | 114.3 mm | 6.02 mm | 1.5D, 3D, 5D | 45°, 90° | 1500 - 3000 N | 700 - 1500 N |
| DN 150 (6") | 168.3 mm | 7.11 mm | 1.5D, 3D, 5D | 45°, 90° | 2500 - 5000 N | 1000 - 2000 N |
| DN 200 (8") | 219.1 mm | 8.18 mm | 1.5D, 3D, 5D | 45°, 90° | 4000 - 8000 N | 1500 - 3000 N |
| DN 250 (10") | 273.0 mm | 9.27 mm | 1.5D, 3D, 5D | 45°, 90° | 6000 - 12000 N | 2000 - 4000 N |
| DN 300 (12") | 323.9 mm | 9.53 mm | 1.5D, 3D, 5D | 45°, 90° | 8000 - 15000 N | 3000 - 6000 N |
| DN 350 (14") | 355.6 mm | 9.53 mm | 1.5D, 3D, 5D | 45°, 90° | 10000 - 20000 N | 3500 - 7000 N |
| DN 400 (16") | 406.4 mm | 10.31 mm | 1.5D, 3D, 5D | 45°, 90° | 12000 - 25000 N | 4000 - 8000 N |
| DN 450 (18") | 457.2 mm | 10.31 mm | 1.5D, 3D, 5D | 45°, 90° | 15000 - 30000 N | 4500 - 9000 N |
| DN 500 (20") | 508.0 mm | 11.13 mm | 1.5D, 3D, 5D | 45°, 90° | 18000 - 36000 N | 5000 - 10000 N |
| DN 600 (24") | 609.6 mm | 12.70 mm | 1.5D, 3D, 5D | 45°, 90° | 24000 - 48000 N | 6000 - 12000 N |
| Parameter | Tolerance Description | Tolerance Value |
|---|---|---|
| Outside Diameter (OD) | For D ≤ 16" (406.4 mm) | ±1% of OD or ±1.5 mm, whichever is greater |
| For D > 16" (406.4 mm) | ±1% of OD | |
| Wall Thickness | Standard Wall | ±10% of nominal wall thickness |
| Heavy Wall (e.g., Schedule 80 and above) | ±12.5% of nominal wall thickness | |
| Bend Angle | 0° to 90° Bends | ±0.5° |
| Bends Greater than 90° | ±1° | |
| Centerline Radius (CLR) | All Sizes | ±1% of nominal centerline radius |
| Ovality | For D ≤ 16" (406.4 mm) | ≤ 3% of nominal OD |
| For D > 16" (406.4 mm) | ≤ 2% of nominal OD | |
| Straight End (Tangents) Length | Short Tangents | ±25 mm |
| Long Tangents | ±50 mm | |
| Bend Plane | Deviation from Specified Bend Plane | ≤ 5 mm for every meter of bend length |
| End Squareness | For End Preparation (beveled or plain ends) | Squareness deviation ≤ 1.5 mm (OD ≤ 16")<br>Squareness deviation ≤ 2.0 mm (OD > 16") |
| Surface Quality | Free from cracks, fissures, and other defects | Minor surface imperfections allowed based on severity and application |
| Dimensional Inspection | Measurement Tools | Templates, gauges, laser measurement systems |






























