-
Our Location Mumbai, 400004
-
Send Us Mail sales@torrentalloys.com
-
Call Us +91 9920 663 346
Our Location Mumbai, 400004
Send Us Mail sales@torrentalloys.com
Call Us +91 9920 663 346
ANSI B16.9, MSS SP-75, ASME B16.28.
Seamless: NPS 1/2" to 24", OD 21.3 mm to 609.6 mm.
Welded: NPS 26" to 72" and larger, 660.4 mm to 1829 mm and larger.
SCH 5, SCH 10, SCH 20, SCH 30, SCH 40 (STD), SCH 60, SCH 80 (XS), SCH 100, SCH 120, SCH 140, SCH 160, XXS (Double Extra Strong).
1.5D Bends: Long Radius, Short Radius, Custom Radius, Segmented Bends, Mitred Bends, 45-Degree, 90-Degree, 180-Degree Return Bends.
Stainless Steel, Carbon Steel, Alloy Steel, Super Duplex, Duplex Steel, High Nickel Alloys, Copper Nickel.
A 1.5D elbow is a specialized pipe fitting designed to change the direction of flow in piping systems. The term "1.5D" indicates that the radius of the elbow's curve is 1.5 times the nominal diameter (D) of the pipe it is connected to. For example, if the pipe diameter is 4 inches, the 1.5D elbow will have a bend radius of 6 inches. The 1.5D elbow's compact design makes it ideal for systems where space is a premium and where a sharp change in direction is required without significantly impacting the flow characteristics.
1.5D Bends are particularly useful in applications where space constraints necessitate a tighter bend radius compared to other standard elbows, such as 2D or 3D elbows, which have larger bending radii. The compact design of the 1.5D elbow makes it ideal for installations requiring efficient use of space while still maintaining smooth flow characteristics.
A seamless 1.5D elbow is manufactured from a single piece of material without any welded joints. The production process involves heating a solid billet, then shaping it into an elbow through a series of rolling and forming operations. This method ensures a uniform structure and strength throughout the elbow, making it highly reliable and capable of withstanding high pressure and temperature conditions.
A welded 1.5D elbow is made by bending a pipe and then welding the seam. This process can involve welding a single seam or multiple seams, depending on the elbow's size and required specifications. The welded elbows are usually subjected to heat treatment and rigorous quality inspections to ensure the weld's integrity and overall performance.






Industrial-Grade Buttweld Fittings: Tee | 45° Elbow | 90° Elbow | 180° Elbow | 1D Elbow | 1.5D Elbow | 3D Elbow | 5D Elbow | 10D Elbow | Hot Induction Bend | Piggable Bend | U Bend | Long Stub End | Short Stub End | Lap Joint Stub End | Caps
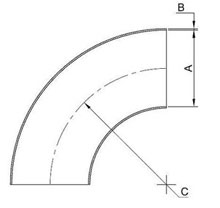
| NPS (Nominal Pipe Size) | A (mm) | B (mm) | C (mm) |
|---|---|---|---|
| 1/2" | 38 | 21.3 | 2.77 |
| 3/4" | 57 | 26.7 | 2.87 |
| 1" | 76 | 33.4 | 3.38 |
| 1 1/2" | 114 | 48.3 | 3.68 |
| 2" | 152 | 60.3 | 3.91 |
| 2 1/2" | 190 | 73.0 | 5.16 |
| 3" | 229 | 88.9 | 5.49 |
| 4" | 305 | 114.3 | 6.02 |
| 6" | 457 | 168.3 | 7.11 |
| 8" | 610 | 219.1 | 8.18 |
| 10" | 762 | 273.1 | 9.27 |
| 12" | 914 | 323.9 | 9.52 |
| 14" | 1067 | 355.6 | 9.52 |
| 16" | 1219 | 406.4 | 9.52 |
| 18" | 1372 | 457.0 | 9.52 |
| 20" | 1524 | 508.0 | 9.52 |
| 24" | 1829 | 610.0 | 9.52 |
| Tolerance Category | Specification | Tolerance |
|---|---|---|
| Outside Diameter (OD) Tolerances | OD ≤ 1.5 in. (38 mm) | ±0.06 in. (±1.5 mm) |
| 1.5 in. < OD ≤ 4 in. (38 mm < OD ≤ 100 mm) | ±0.09 in. (±2.3 mm) | |
| 4 in. < OD ≤ 24 in. (100 mm < OD ≤ 610 mm) | ±0.12 in. (±3 mm) | |
| OD > 24 in. (610 mm) | ±0.19 in. (±4.8 mm) | |
| Wall Thickness Tolerances | Minimum wall thickness at any point | Not less than 87.5% of nominal thickness |
| Maximum wall thickness | Not specified | |
| Center-to-End (A) Tolerances | NPS ≤ 10 | ±0.06 in. (±1.5 mm) |
| 12 ≤ NPS ≤ 18 | ±0.12 in. (±3 mm) | |
| 20 ≤ NPS ≤ 24 | ±0.19 in. (±4.8 mm) | |
| Angle Tolerances | All sizes | ±1° |
| Radius (R) Tolerances | All sizes | ±5% of nominal radius |
| Out-of-Roundness (Ovality) | OD ≤ 1.5 in. (38 mm) | ±1.5% of OD |
| OD > 1.5 in. (38 mm) | ±1% of OD | |
| Alignment Tolerances | NPS ≤ 10 | ±0.06 in. (±1.5 mm) per foot (305 mm) |
| NPS > 10 | ±0.09 in. (±2.3 mm) per foot (305 mm) |
ASME B16.9 1.5D Elbow: A pipe fitting with a bend radius 1.5 times the pipe diameter, manufactured to ASME B16.9 standards for butt-welded fittings.
Saudi Arabia, Singapore, Oman, United States, India, Kuwait, Australia, Peru, Philippines, United Kingdom, Argentina, Algeria, Bulgaria, Cameroon, Canada, Chile, Czech Republic, Djibouti, Dominican Republic, Ecuador, Germany, Ghana, Greece, Guatemala, Israel, Jordan, Mexico, Morocco, Myanmar, Panama, Poland, Qatar, Romania, Bolivia, Brazil, Netherlands, Malaysia, Mauritania, Slovenia, South Korea, Spain, Sri Lanka, Taiwan, Thailand, Tunisia, United Arab Emirates, Venezuela, Vietnam, Mauritius, Monaco, Russia.
Riyadh, Jeddah, Mecca, Medina, Dammam, Khobar, Abha, Tabuk, Najran, Buraydah, Singapore, Muscat, Salalah, Sohar, Nizwa, Sur, New York City, Los Angeles, Chicago, Houston, Phoenix, Philadelphia, San Antonio, San Diego, Dallas, San Jose, Kuwait City, Al Ahmadi, Hawalli, Salmiya, Jahra, Sydney, Melbourne, Brisbane, Perth, Adelaide, Canberra, Hobart, Darwin, Lima, Arequipa, Trujillo, Chiclayo, Piura, Manila, Quezon City, Cebu City, Davao City, Zamboanga City, Bacolod, Iloilo City, Cagayan de Oro, General Santos, Baguio, London, Birmingham, Manchester, Glasgow, Edinburgh, Liverpool, Leeds, Bristol, Sheffield, Newcastle, Buenos Aires, Córdoba, Rosario, Mendoza, La Plata, Algiers, Oran, Constantine, Annaba, Blida, Sofia, Plovdiv, Varna, Burgas, Ruse, Yaoundé, Douala, Garoua, Bamenda, Maroua, Toronto, Montreal, Vancouver, Calgary, Ottawa, Santiago, Valparaíso, Concepción, La Serena, Antofagasta, Prague, Brno, Ostrava, Plzeň, Liberec, Djibouti City, Santo Domingo, Santiago de los Caballeros, La Romana, San Pedro de Macorís, Puerto Plata, Quito, Guayaquil, Cuenca, Santo Domingo, Machala, Berlin, Hamburg, Munich, Cologne, Frankfurt, Accra, Kumasi, Tamale, Takoradi, Tema, Athens, Thessaloniki, Patras, Heraklion, Larissa, Guatemala City, Mixco, Villa Nueva, Quetzaltenango, Escuintla, Jerusalem, Tel Aviv, Haifa, Rishon LeZion, Petah Tikva, Amman, Zarqa, Irbid, Aqaba, Madaba, Mexico City, Guadalajara, Monterrey, Puebla, Tijuana, Rabat, Casablanca, Marrakesh, Fes, Tangier, Yangon, Mandalay, Naypyidaw, Bago, Taunggyi, Panama City, Colón, David, Santiago, Chitré, Warsaw, Kraków, Łódź, Wrocław, Poznań, Doha, Al Rayyan, Al Wakrah, Al Khor, Umm Salal, Bucharest, Cluj-Napoca, Timișoara, Iași, Constanța, La Paz, Santa Cruz, Cochabamba, Sucre, Oruro, São Paulo, Rio de Janeiro, Brasília, Salvador, Fortaleza, Amsterdam, Rotterdam, The Hague, Utrecht, Eindhoven, Kuala Lumpur, George Town, Johor Bahru, Ipoh, Shah Alam, Nouakchott, Nouadhibou, Rosso, Kaédi, Zouerate, Ljubljana, Maribor, Celje, Kranj, Velenje, Seoul, Busan, Incheon, Daegu, Daejeon, Madrid, Barcelona, Valencia, Seville, Zaragoza, Colombo, Kandy, Galle, Jaffna, Negombo, Taipei, Kaohsiung, Taichung, Tainan, Hsinchu, Bangkok, Chiang Mai, Pattaya, Phuket, Nakhon Ratchasima, Tunis, Sfax, Sousse, Kairouan, Bizerte, Abu Dhabi, Dubai, Sharjah, Al Ain, Ajman, Caracas, Maracaibo, Valencia, Barquisimeto, Maracay, Hanoi, Ho Chi Minh City, Da Nang, Hai Phong, Can Tho, Port Louis, Beau Bassin-Rose Hill, Vacoas-Phoenix, Curepipe, Quatre Bornes, Monaco, Moscow, Saint Petersburg, Novosibirsk, Yekaterinburg, Nizhny Novgorod, Mumbai, Delhi, Bangalore, Hyderabad, Ahmedabad, Chennai, Kolkata, Surat, Pune, Jaipur.






























